资源共享
课程章节-项目六:外圆粗、精加工指令G71、G70
学习目标:
1、掌握G71、G70指令的格式
2、认识G71、G70的编程要点
3、运用G71、G70指令对简单零件进行编程
知识点击:
学习G71、G70指令的格式,掌握指令格式参数的确立及运用。
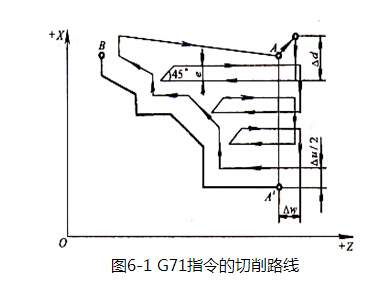
一、外圆粗加工固定循环指令——G71
格式: G71 U△d Re
G71 Pns Qnf U△u W△w Ff
说明:
(1)该指令用于切除棒料毛坯的大部分余量,为精加工做好准备。
(2)其中△d为切削深度(半径值),刀具的切削方向取决于AA′方向;
(3)e为退刀量,由参数设定;
(4)ns指定精加工路线的第一个程序段的顺序号;
(5)nf指定精加工路线的最后一个程序段的顺序号;
(6)△u为X方向上的精加工余量(直径值);
(7)△w为Z方向上的精加工余量。
二、外圆精加工固定循环指令——G70
格式: G70 Pns Qnf
说明:
(1)当用G71、G72、G73指令粗加工完毕以后,用G70指令可切除粗加工留下的余量。
(2)其中ns指定精加工循环中第一个程序段的顺序号;nf指定精加工循环中最后一个程序段的顺序号。
(3)精加工时,G71、G72、G73程序段中的F、S、T指令无效,只有在ns→nf程序段中的F、S、T指令才有效。
(4)在G71、G72、G73程序应用例中的nf程序段后再加上“G70 Pns Qnf”程序段,并在ns→nf程序段中加上适用精加工的F、S、T,就可以完成从粗加工到精加工的全过程。
三、外圆粗精加工固定循环切削加工举例
例6-1:如图6-2所示工件,毛坯直径为50mm,请用G71、G70指令编写加工程序。
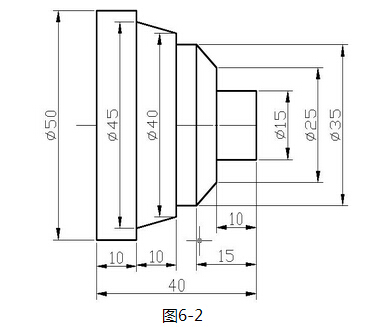
|
参考指令: N0010 M03 S1000 T0101 N0020 G00 X53. Z5. N0030 G71 U6. R0.5 N0040 G71 P50 Q140 U1. W0. F0.25 N0050 G00 X15. N0060 G01 Z-10. F0.15 N0070 X25. N0080 X35. Z-15. N0090 Z-20. N0100 X40. N0110 X45. W-10. N0120 X50. N0130 Z-40. N0140 X53. N0150 G70 P50 Q140 N0160 G00 X100. Z100. N0170 M05 N0180 M30 |
课堂练习
毛坯直径为122mm,请用G71、G70指令编写加工程序。

习题
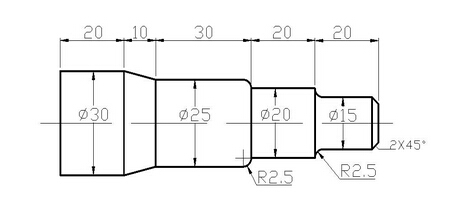
1、对比G90、G71指令编写下列工件的加工程序。

2、G71指令编写下图工件的加工程序。